刀具切削轨迹的运行速度(进给速度)对加工质量、加工效率和刀具寿命有很大影响。本期就和大家聊聊进给速度控制这一话题。
1. 曲线加工的进给偏差
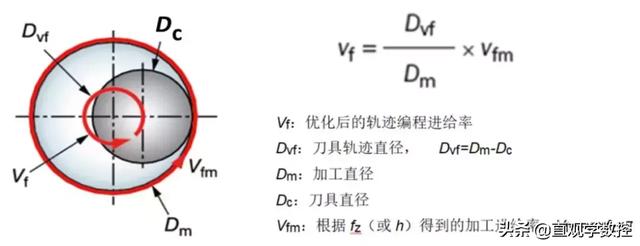
决定加工进给率大小的基本因素是刀具每齿切削的铁屑厚度h。它应当与刀具能力、工件材料、加工工况相匹配。当刀具和走刀路径不变,这个基本因素h可通过系数转化为每齿进给量fz。如果在曲线加工时刀具轨迹执行直线加工的进给率Vf=fz×z×n(其中Z为刀具有效齿数、n为主轴转速),刀具周边实际切削铁屑厚度并不等于上述设计值,可能导致故障和加工质量不良。为保证刀具周边刃口实际切削的铁屑厚度合理,需要对轨迹进给进行优化调整。下面以型腔(内圆弧)加工为例进行说明。
2. 进给优化计算和调整
通过下面的公式将加工进给进行优化,得到轨迹编程进给Vf。
3. 曲线进给优化指令
根据上述原理,西门子数控系统提供以下指令,自动控制进给优化策略:
3.1 刀具中心恒定进给
指令:CFTCP 刀具中心恒定进给,不进行曲线进给优化;
3.2 刀沿恒定进给
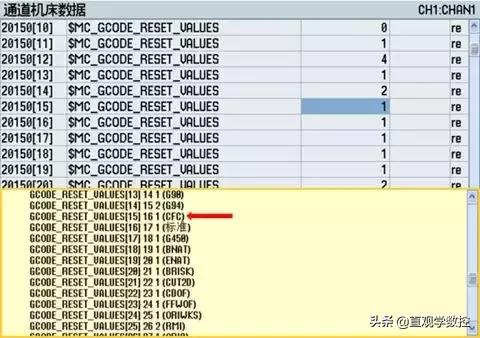
指令:CFC 刀沿恒定进给优化,内圆弧降低刀具中心轨迹进给,外圆弧增大刀具中心轨迹进给。
系统复位默认方式,可使用下面参数更改复位后默认方式(下图);

3.3 仅内圆弧刀沿恒定进给
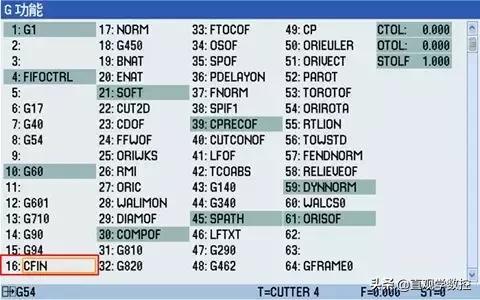
指令:CFIN 仅内圆弧刀沿进给恒定优化,内圆弧轨迹进给降低,外圆弧轨迹进给不变,以控制加工质量。
4. 进给优化应用举例
例如SINUMERIK Operate型腔铣削粗加工循环中默认采用的是不带半径补偿的CFTCP模式。而对于圆形腔的侧壁精加工默认使用优化的CFC模式。
对于外圆弧(如凸台加工),进给优化原理和计算方法是类似的。例如,使用指令CFC加工的凸台,为了保证周边刀沿切削进给合理,刀具中心轨迹的实际进给速度将按比例增大。
下面以直线接圆弧轨迹为例,说明上述进给优化策略。(刀具直径=20mm)

可以看出,优化后在加工界面显示的仍然是程序中编写的名义进给率F和倍率旋钮控制的进给倍率,实际插补轨迹运行速度的变化可以通过系统变量的监控看出来。
5. 设定进给的执行方式——可编程进给特性
上述优化策略指令指定了各段插补轨迹的名义运行速度。但由于这些轨迹段之间存在速度的变化,这就涉及到另一问题,以何种方式控制这些速度变化的实现。如果在轨迹段间产生速度突变,可能造成加工振动、工件表面痕迹等问题。
5.1 编程指令:
FNORM:进给值段内位移有效。初始设置,模态有效。
FLIN:进给值段内线性变化。从当前值线性变化到指定值,然后模态值有效。可以和G93、G94 组合使用。
FCUB:轨迹速度变化曲线以样条平滑连接。样条开始和前一个进给值相切,结束和后一个进给值相切,与 G93 和 G94 一起作用。可根据工件曲度持续平滑速度曲线,没有加速度急动,以完成均匀的表面加工。
F=FPO…: 轨迹速度变化:从当前值开始到程序段结尾的进给率曲线通过多项式定义。 此后终值将作为模态值有效。
5.2 编程示例和说明:


进给多项式 F=FPO 和进给样条 FCUB 应始终以恒定切削速度 CFC方式运行。这样可生成无急动的设定进给率曲线,实现曲线平滑加工。
此外,在轨迹速度控制上还有其他一些指令和参数来实现不同的功能。如:加速模式、轨迹速度平滑、轨迹插补动态响应模式等。
*部分图片来源于刀具厂商网站公开资料
本文链接:https://my.lmcjl.com/post/3812.html
4 评论